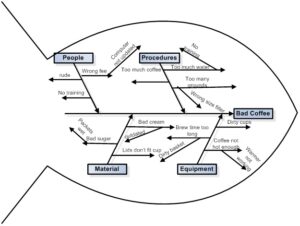
Created by Kaoru Ishikawa, the diagram is originally named “Ishikawa diagram”, but more commonly referred to as the fishbone diagram.
The diagram is used to visualize cause and effect of causal events that led to the problem.
Flow is all about optimizing the processes to deliver products evenly and steadily with the right quality. All sections of the process must be aligned with each other to avoid a pile-up or waiting time (waste).
The concept is about moving one item at the time through the process (pull) instead of stocking up for delivery (push).
Translates to self-reflection and is strongly related to Kaizen and continuous improvement.
Avoid mistakes or repeating mistakes by identifying issues along the way and plan to prevent issues going forward.
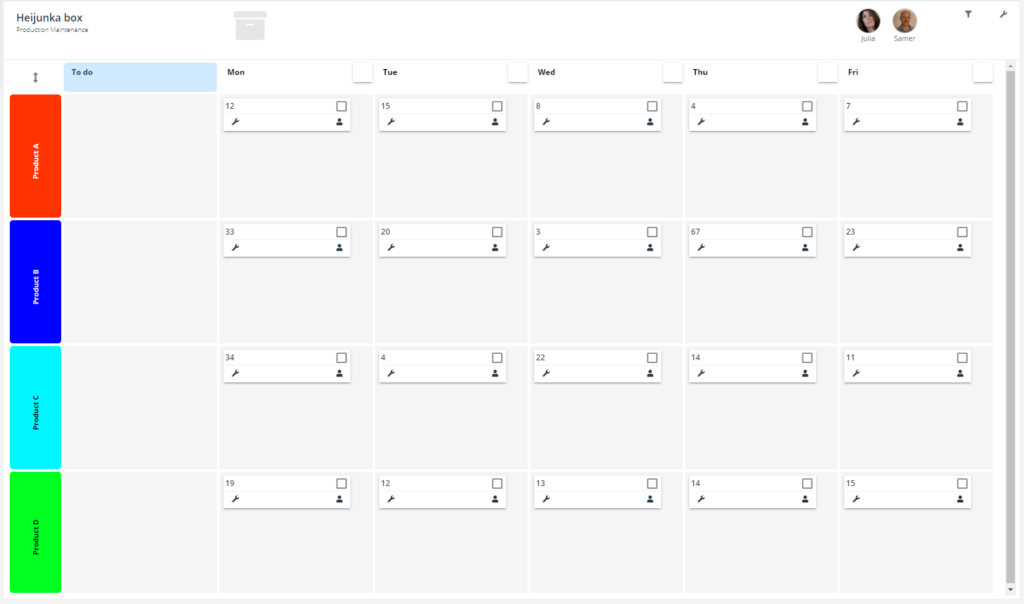
Heijunka is the concept of leveling the production to meet customer demand, controlling production quantity and product types over a fixed period of time.
Batch production is risky and inefficient, but while market demands are varying and the product demand is complex, Heijunka helps navigating your production planning to create flow.
If the demand over a certain time period averages to 100 units, the production will produce at this rate, but ahead of time at first to meet the daily demands within the time period.
To level based on types, the production will sequence the production with a combination of product types and not product complete batches of one type at the time. This includes risk and reduce agility.
To be able to implement Heijunka, it’s imperative to know the takt times of the production in order to schedule accordingly.
Heijunka box is a simple visualization of production planning using kanban.
Hoshin Kanri is a tool to ensure goal achievement according to your company’s strategies. Essentially a strategy implementation tool.
The tools are typically visualized using a hoshin matrix (x-matrix) diagram.
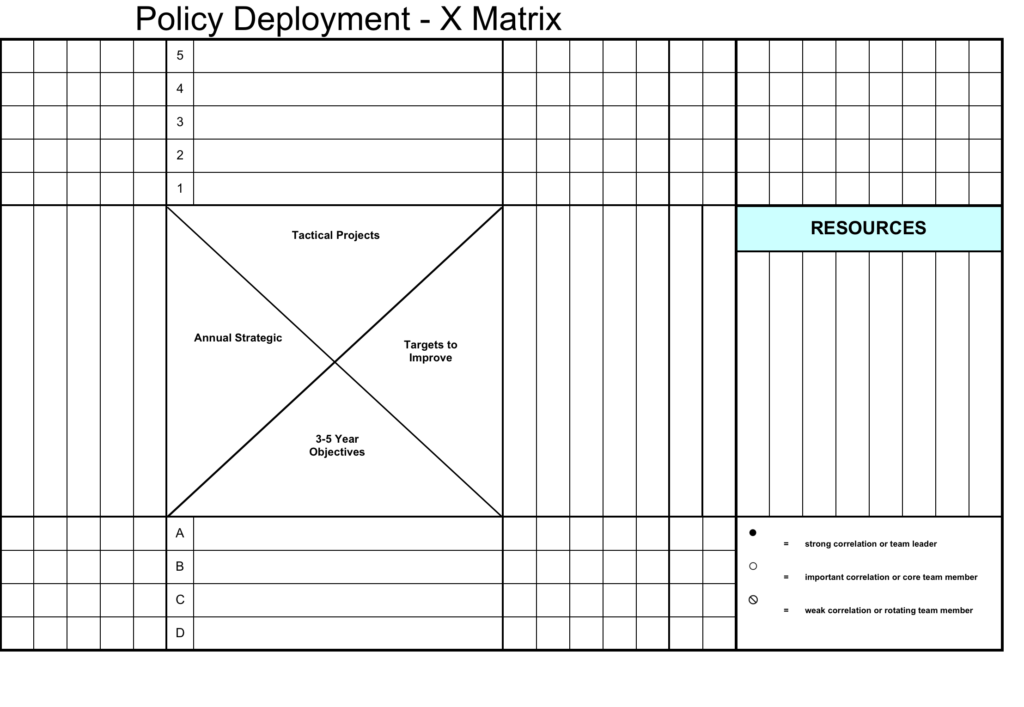
Hoshin Kanri can be used on all levels in the organization, breaking down top level strategies into goals for each division and departments. Using this method, ensure that all activities are priorities and vectored against goals that build upon the business strategies.
Translates to radical change.
This Toyota philosophy focus on radical changes as means to improve production. Opposed to Kaizen, improvements that require more significant changes like new work methods, processes or new tools.
The results of Kaikaku are typically more eminent, but so are the risks.
Often referred to as continuous improvement. It’s a mindset, philosophy and attitude of an organization to continuously work with incremental improvements.
Kaizen should be used with the customer in focus. It means the organization will be agile and constantly subject to changes, adapting for the better in a low-risk, manageable way.
If integrated with Hoshin Kanri (Hoshin planning), improvements and activities will benefit customers at the same time it helps your organization reach its breakthrough goals for the strategic objectives.
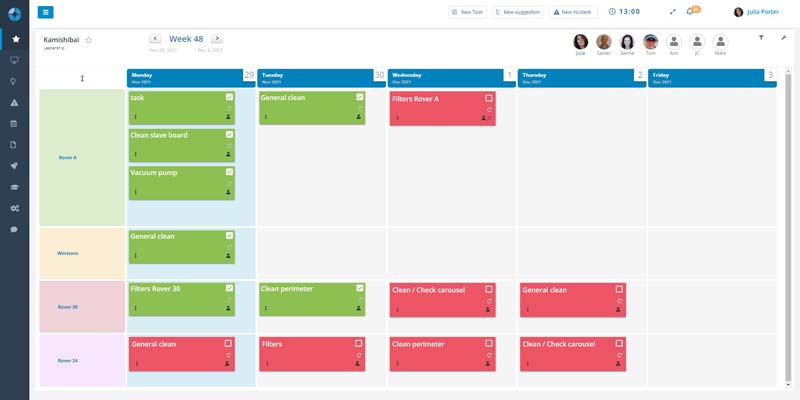
A kamishibai board is used to visualize and simplify audits or gemba walks in a production facility. The board consist of multiple cards or standard, planned activities to be performed. By default, they are red (to do) and you turn them around green when they are done. By having the board near the workplace, it’s easy to know what to do, how to do it, why do it, and it’s easy to see what is done and not.
Kanban is a system or method or even tool for scheduling and visualizing activities in a team or project. As part of the JIT philosophy, kanban focuses one item at the time (pull) to create flow.
Kanban boards are used to visualize the activities. This adds transparency within teams and proves to be effective on planning day-to-day activities.
Translates to death from overwork.
Karoshi is an occupational health issue and something to be aware of in the path to supreme effectiveness and competitive edge. There are many cases around the world where extensive overtime and overwork ends up in fatal health issues.
Key Performance Indicator. A defined goal metric to help indicate if you are on the right track or not.
Some KPIs may be quantified with set goals, and some may qualitative, indicated with a traffic light (green, yellow and red) indicating the status, risk or need for immediate action.
A measurement of your production flow according to the demand. Tact time is a figure telling you how long time you can spend on one unit to meet the customer demand for a production period.

Value Stream Mapping, perhaps one of the most typical lean tools, especially for organizations new to lean. VSM is used to map the current work processes visually using a large surface, sometimes on paper, across all the walls in a meeting room.
The purpose is to identify parts of the current processes that do not add value to the customers. By doing a VSM, you map out problem areas and improvement areas to address in the continued lean travel.
Foster24, CC BY-SA 3.0, via Wikimedia Commons
A picture says more than a thousand words. Visual management is about communication, and visualization is far more effective communication than text.
Communicating status and tasks using graphic, intuitive elements using colors and symbols enable us to understand the purpose in a split second, just by a glance, rather than spending seconds or minutes reading a report.
Example:
Traffic light status
Red indicates a problem/stop
Amber indicates a warning. Precaution is required.
Green indicates all good, no need for action.


